Industrial dust collector systems
Industrial dust collector systems are made in a dizzying array of shapes and sizes. The key to their design is that they are all sized and configured to the specific needs of their location and use.
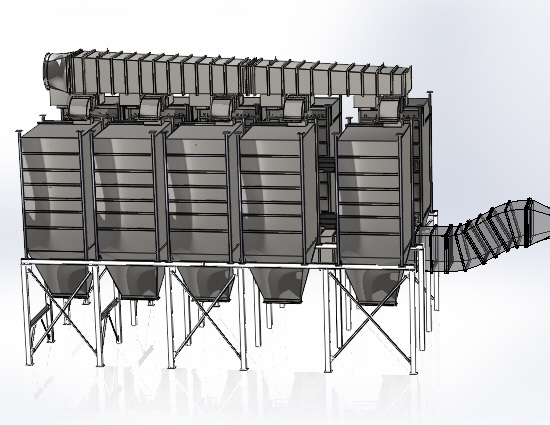
The air pollution baghouse is the largest type of dust collector. They are typically used to collect the dust generated by an entire plant or manufacturing operation. They are are purpose built to collect a specific type and quantity of dust.
The name baghouse comes from the dozens of 10-12 foot long filter bags used. Similar to a simple home vacuum cleaner these bags are used to collect dust. The main difference is they do so on the outside of the bag.
To clean the dust off the bags a jet of compressed air is shot into rows of bags at regular intervals. This is because to blow off all the bags at once would require an impractically huge amount of compressed air.
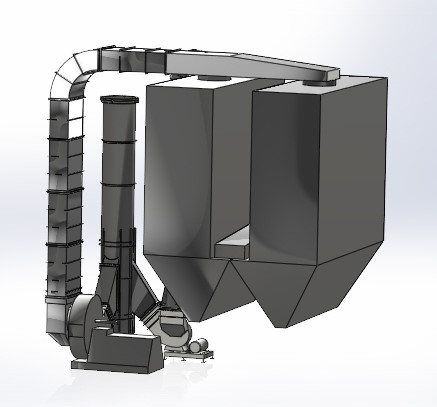
 Design of dust collector systems
Design of dust collector systems
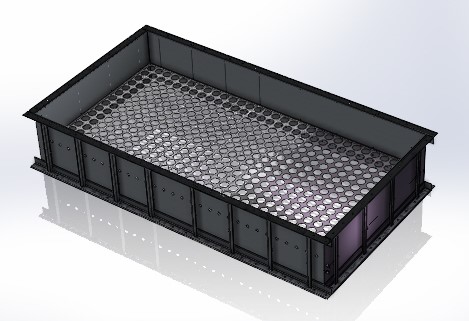
The filter bags hang from a support plate called a tubesheet which has hundreds of holes laser cut in it to hold the filter bags. The holes are a specific diameter that allows clip rings to secure the bags and to make it easy to remove damaged bags at the filter change period.
Typically the site conditions dictate the shape and configuration of industrial dust collector systems. For example if the baghouse is outdoors then above the tubesheet the baghouse is often divided into compartments each with a man door on the side.
The man doors are often located just above the air valves and headers allowing a single safety platform and safety ladder to have complete access to the collector.
The roof is typically sloped to shed rainwater and in some situations may need to be insulated and covered with steel cladding. This sometimes happens when temperature and humidity of the dust needs to be controlled so it does not clump and stick to the bags.
The inlet to the fan or downcomer will be connected to flanges on sides of the the compartments. The location of these inlets will be dictated by where there is sufficient space for a concrete pad to support the fan. In some cases the fan can be mounted on top of the collector but for a large baghouse the fan will be too big and heavy and will need to be located at grade.
If the baghouse is indoors there may be no need for an enclosure above the tubesheet so to keep the overall height down sets of doors will be provided in the roof that allow the bags to be pulled out for maintenance. A safety handrail and access ladder will be included all around the top of the collector. A separate platform may be needed to access the air valves and headers.
If the baghouse is really large the enclosure above, the tubesheet with its air valves and the casing below may all be made separately with bolting flanges. This is usually done to make it easier to fit these large weldments on truck beds for shipping without the need for special highway permits. It also helps with installation by keeping the weight of items down that have to be lifted by the crane.
If the air inlet to the fan is small enough it may still be located above the tubesheet in a top door configuration. But often a separate chamber is made on one of the sides of the collector and the air above the tubesheet is drawn over the side and down to the inlet flange location. This also minimizes the height of the collector.
Below the tube sheet is the main casing of the dust collector which usually has supports for the access platforms and brackets for the structural support legs. The triangular hopper is below the casing in between the support legs. The main inlet to the collector is often located in the hopper with a shroud above to prevent dust falling from the bags from ionterfering wit the air stream.
At the bottom of the hopper will often be a double dump valve or rotary air lock to prevent negative pressure loss inside the collector during the bag cleaning cycles. A simple grate above these valves catches bags if they fall through the tubesheet or get worn through and fall apart.
Below the valves might be a super sack, a 55 gallon drum or even a screw conveyor to catch the dust. Some systems also connect to a pneumatic conveying system here if the dust is actually product that can be recycled into the process such as brick dust or cement.
Pulse Jet Style Baghouses
The pulse jet baghouse is by far the common in modern baghouses. In this design the bags are hung from a tubesheet at the top of the collector and air is drawn through the top so that dust is deposited on the outside of the bags below the tubesheet. Cages made of metal wire have to be inserted on the inside of the bags to keep them from flattening.
The tubesheet is divided up into rows of bags and over each row there is a blow pipe with orifice holes drilled directly over the centerline of each bag. One blow pipe for each row of bags. Every blow pipe is connected to a high flow solenoid actuated diaphragm valve. The valve releases a charge of compressed air to each blowpipe at regular intervals.
Pulse jet baghouses use a lot of compressed air. 1 cubic foot of compressed air for every 1000 cubic feet of air per minute passing through the collector. So metering the air to rows of bags sequentially cuts down on the size of the air supply required. Typically frequent air blasts are required lasting 50 - 150 milliseconds in length, sent down each blow pipe once a preset differential air pressure has been reached. This pressure is often 6 inches water gauge.
In the beginning pulse jet baghouses were made with venturis which slowed the shop air down from 90-120 psig. Modern pulse jets do not need venturis and operate with significantly less air pressure at 20 - 40 psig.
Mechanical Shaker Style Baghouses
Early baghouses were of the shaker style. In these industrial dust collector systems the entire top structure holding the top of the filters is mechanically shaken 3 to 4 times a minute with a cam driven by an electric motor making a 2" to 4" stroke.
A key difference is that the tubesheet is at the bottom of the casing dust laden air is sucked through the bags exactly like a home vacuum cleaner.
The air flow through the collector has to be shut off before this shaking procedure can take place. Shaker baghouses are still used in places where it is just impractical to provide compressed air for bag cleaning.
Shaker baghouses have to be divided into compartments in order to have continuous operation. In that way one section of the baghouse can be shut off from the gas stream and cleaned while other sections remain operating.
A problem with the shaker is that there are a lot of mechanical parts subject to wear and tear and spare parts need to be kept handy to keep them operating.
Reverse Air Style Baghouses
The reverse air style of baghouse is an improvement over the shaker design that involves fixing the top of the filter bags in place and building a completely separate fan and duct system to blow air into the top of the collector in the opposite or "reverse" direction.
Once again the reverse air operation can only be performed when the system is off line. You still have to divide the baghouses into sealed compartments in order to do continuous operation. There is no mechanical shaker to maintain but you have to provide enough real estate for another expensive fan.
On the plus side the low air pressure used to clean the bags allows for less wear and tear and subsequently long bag life. Woven filter bags are typically used with Reverse Air and Shaker style baghouses because they do not clog easily.
Better and more efficient industrial dust collector systems are being driven by stringent EPA regulations and the promise of tax credits for lowering emissions below minimum industry limits under “cap and trade” legislation.
Cartridge Unit Collectors
Cartridge unit dust collectors have become very popular mainly due to the type of filter media used. A pleated paper cartridge filter has a massive filter area compared to the bags used in a baghouse. That means a cartridge collector of a given cfm capacity can be made much smaller than a comparable baghouse. And a few cartridge style filters can replace dozens of filter bags. The drawback is cost, cartridge filters are much more expensive than an equivalent number of filter bags. Cartidges are also much more expensive when fireproof materials like Nomex is required. As well, cartridge filters can only tolerate dry dusts.
Even with these drawbacks, cartridge units find an enormous range of applications such as welding fume extractors, wood shop dust collectors and dust collection for the paper, limestone, cement and rock products industry. In general applications up to 20,000 cfm involving dry dusts (not sticky or tacky) of less than 1 micron. Both Cartidge collectors and baghouses have a capture rate of 99%. Baghouse are better when dusts are affected by humidity and collection temperatures up to 450 deg F are encountered.
Stack Emission and Pollution controls
011023
Article about emissions control
https://theasphaltpro.com/prep-for-stack-testing-lets-start-with-baghouse-dust-return/